
Suivez-nous: 



 |
|
| | 




ID Modèle: Segments-céramique-9-C5
Forme: arc / segment / secteur
Matière / Composition: ferrite (céramique) dure fritté
Revêtement / Finition: Pas de revêtement
Magnétisation (norme américaine): C5
Données détaillées sur les propriétés magnétiques:
Rémanence (Br): 3.80 KGs (mT): 380 mT
Champ coercitif (Hcj): 2.40 KOe 191 KA/m
Champ coercitif (Hcb): 2.50 KOe 199 KA/m
Produit énergétique maximum (BH)max: 3.40 MGOe 27.0 KJ/m³
Température d'utilisation max: -40 °C to +250 °C
Direction de la magnétisation: Axial / Diametral
Dimensions et Taille (peut être personnalisé selon les dessins du client):
R (mm), r (mm), α (°), l (mm), T (mm)
Le design peut être personnalisé selon les dessins du client
Application: Moteur et générateur, rotor, moteur à courant alternatif, ascenseur à moteur, moteur à courant continu, moteur servo, moteur pas à pas, moteur brushless, moteurs linéaires, micro-moteur, moteur de vibration, générateur de turbine
Tolérance: +/-2% mm
Délai de livraison: dans 7-25 jours après avoir acompte
mesures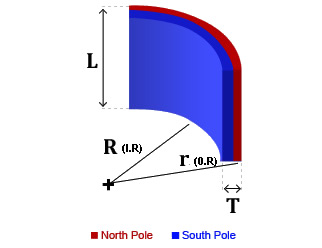
Il y a deux méthodes de fabrication des aimants en ferrite : processus à sec ou humide. Avec la procédure de compression à sec, on peut obtenir des aimants isotropes et anisotropes. Mais avec la procédure humide, barbotine d’eau et de matières premières, on obtient seulement des aimants anisotropes. Les aimants isotropes ne sont pas orientés en phase de pressage et peuvent être magnétisés ultérieurement dans n’importe quelle direction. Au contraire, les aimants anisotropes sont tous orientés dans la direction préférentielle donnée par le moule en phase de pressage, et seront magnétisés ultérieurement en utilisant cette direction d’orientation. C’est pour ces raisons de mode de fabrication que les outillages du processus à sec peuvent être changés et développés facilement, tandis que pour le processus humide, le changement des outillages est compliqué et leurs frais de développement et de réalisation sont assez élevés.
















 Deutsch
Deutsch Español
Español Français
Français Italia
Italia Portugal
Portugal 日本の
日本の 한국어
한국어 العربية
العربية  Россия
Россия Україна
Україна Nederlands
Nederlands Türkiye
Türkiye česky
česky